












In today’s competitive manufacturing world, efficiency, accuracy, and consistency are the cornerstones of success. One of the most crucial innovations in the packaging industry that addresses these needs is the liquid filling machine. Whether it is food and beverages, pharmaceuticals, cosmetics, or chemicals, liquid filling machines have transformed how products are packaged, ensuring precision and speed at every stage.
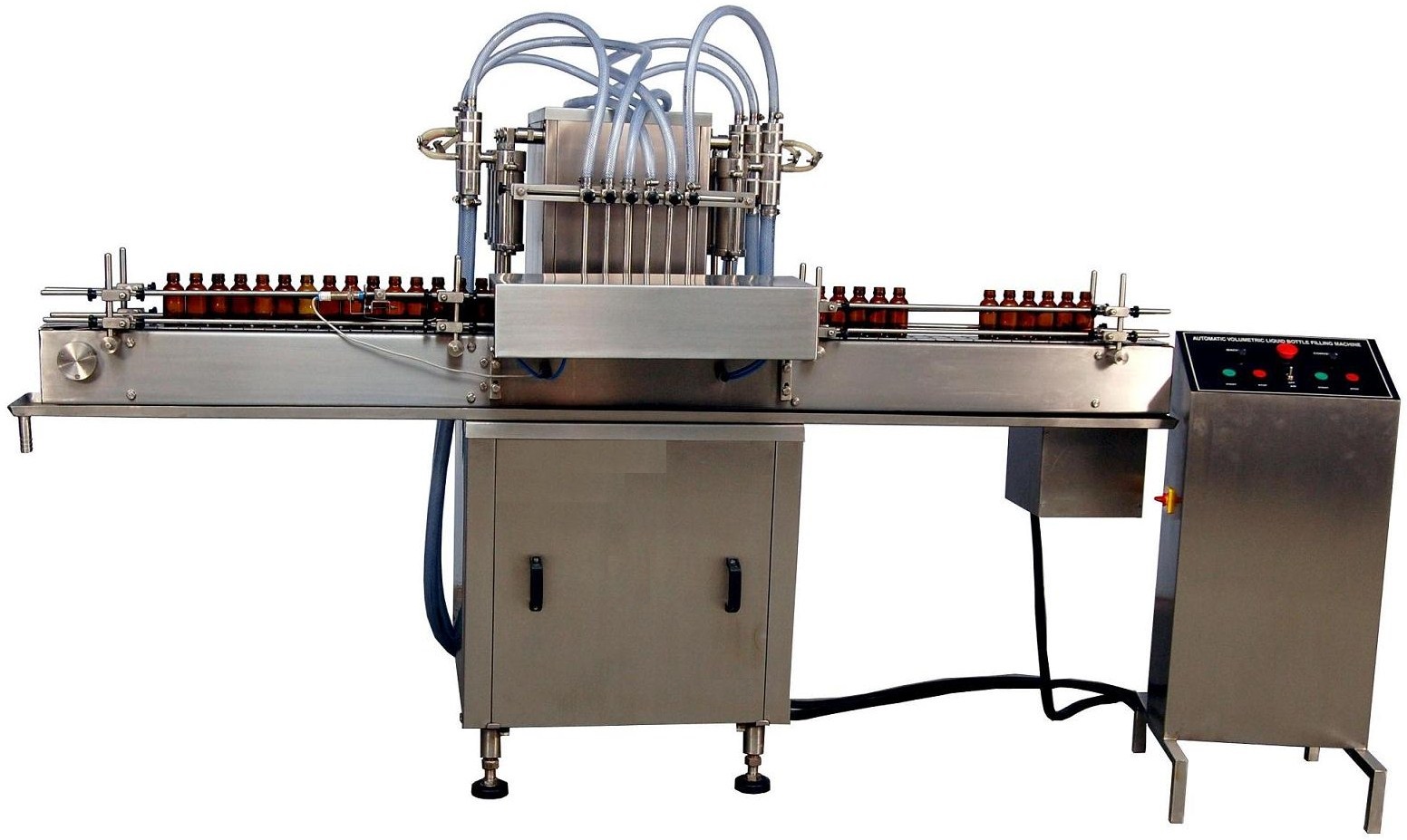
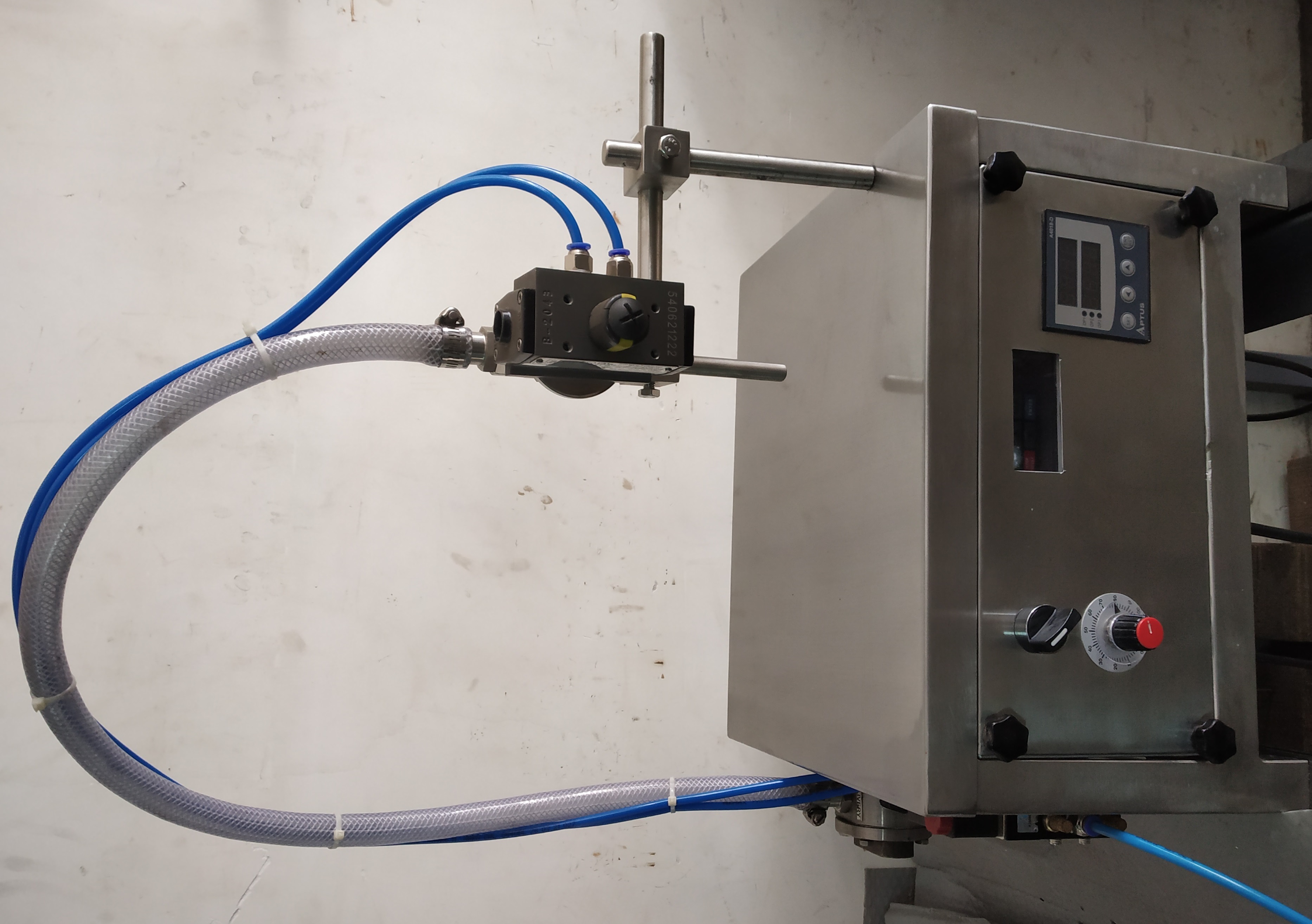
A liquid filling machine is specialized equipment used to fill bottles, containers, or pouches with liquids of varying viscosity. From water-thin beverages to thick oils and syrups, these machines are designed to handle a wide range of products. The key benefits include high-speed filling, minimal product wastage, and enhanced hygiene standards—making them indispensable for industries across the globe.
A liquid filling system is not a stand-alone unit. It works in coordination with supporting equipment such as manufacturing tanks, turn tables, and conveyors.
Manufacturing Tanks: These tanks store the bulk liquid before it is dispensed into bottles or containers. They are designed to maintain product integrity, ensuring that liquids remain uncontaminated and consistent. For industries such as pharmaceuticals and food, hygienic tanks made of stainless steel are essential.
Turn Tables: A turn table helps in organizing empty bottles and feeding them systematically into the filling machine. It improves automation by reducing manual handling and speeds up the overall production line.
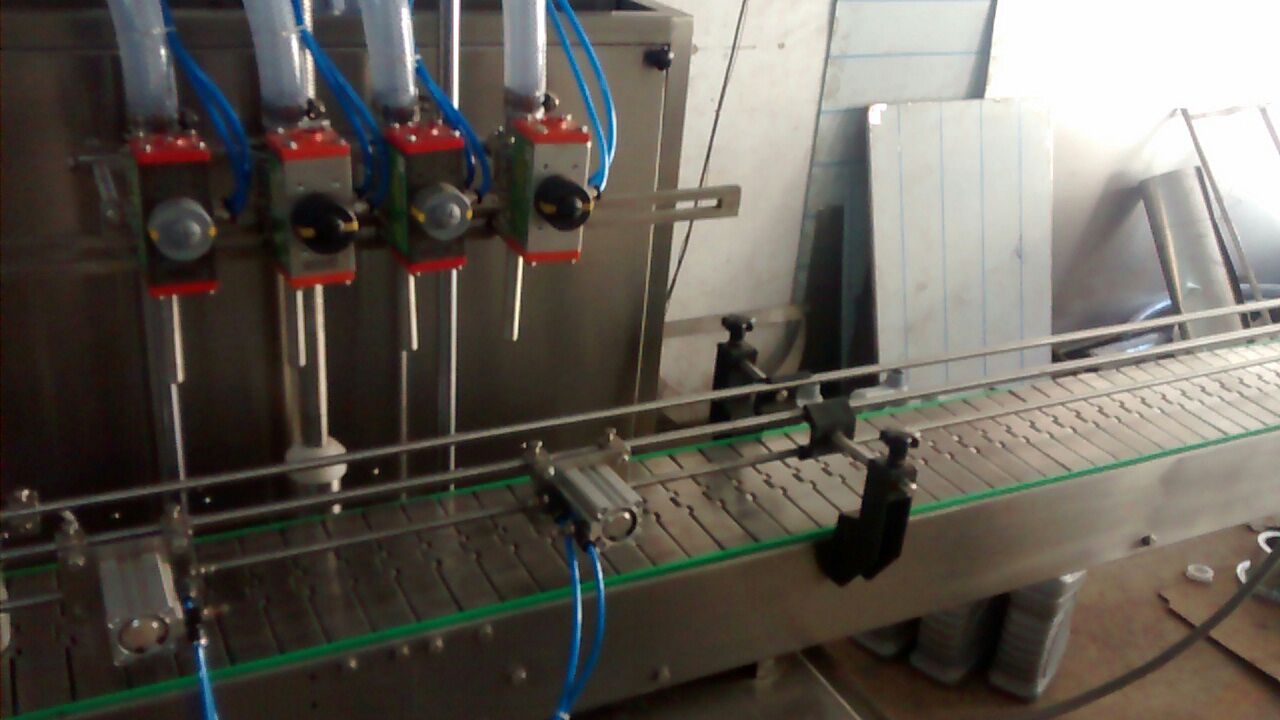
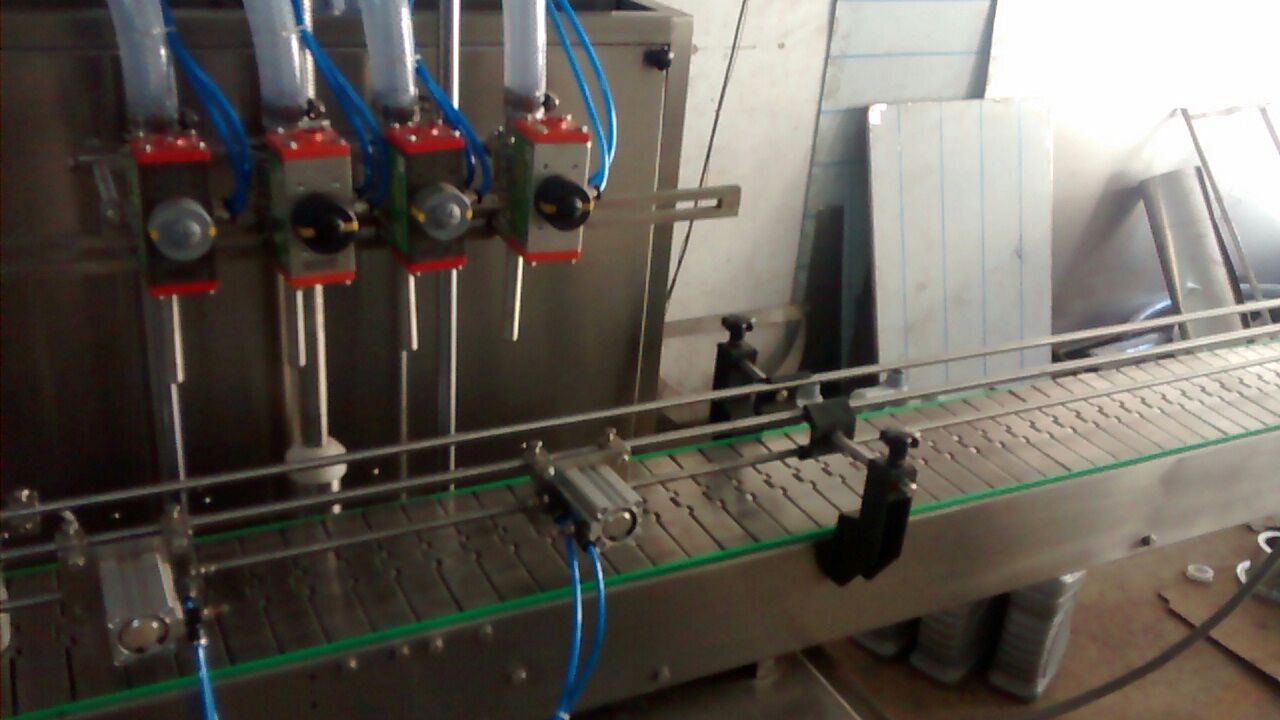
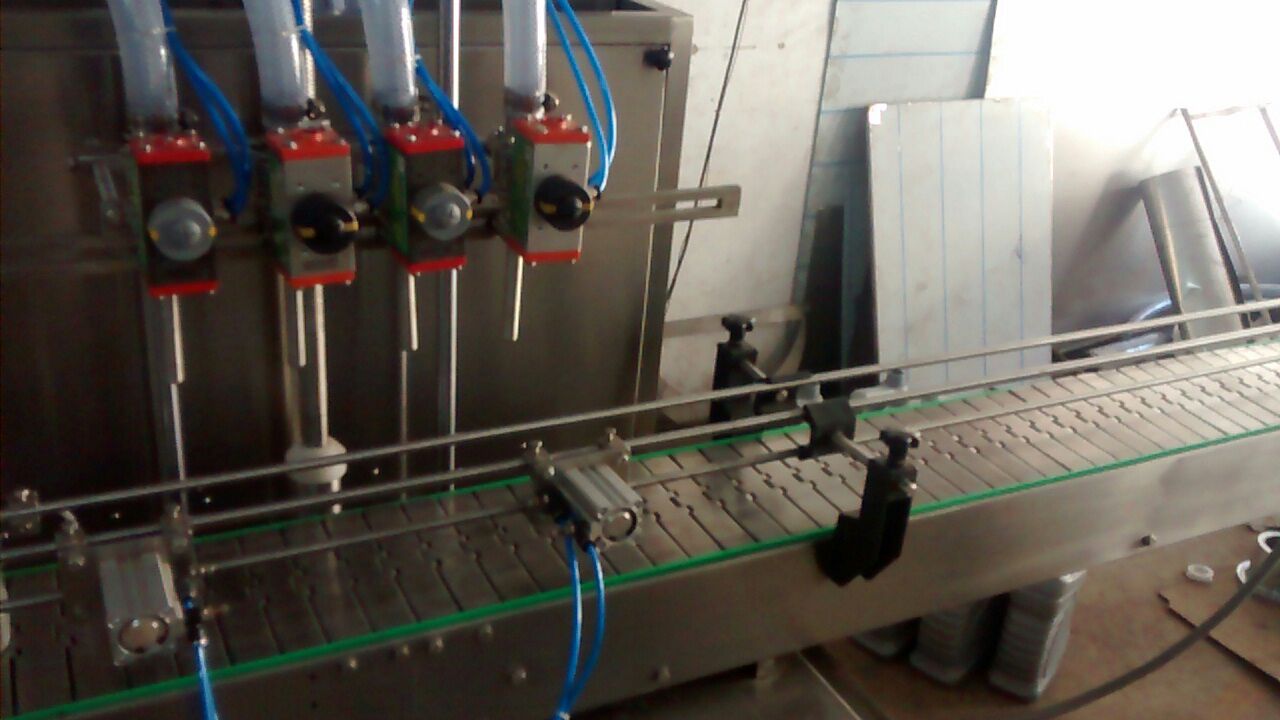
Conveyors: Conveyors ensure seamless transfer of bottles from one stage to another. They play a vital role in connecting the filling machine with labeling, capping, and packaging machines, creating a smooth production flow.
Together, these elements ensure that the liquid filling process is efficient, continuous, and highly productive.
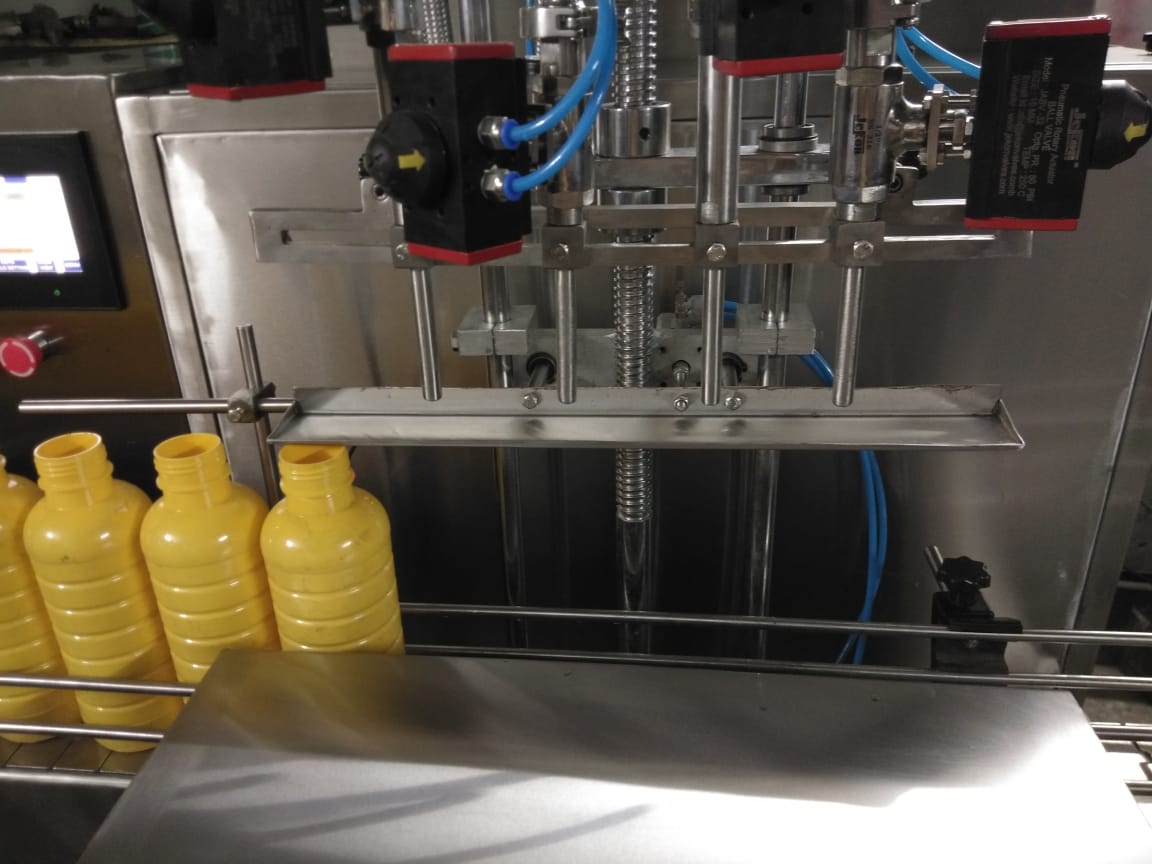
Among the different variants, the oil filling machine deserves special mention. Oils, such as cooking oils, lubricants, and cosmetics oils, often have higher viscosity compared to water-based liquids. An oil filling machine is designed with advanced nozzles and pumps that ensure accurate volume filling without spillage.
For edible oils, hygienic filling is critical to maintain quality and safety standards. Similarly, for industrial oils and lubricants, precision matters to avoid product loss. Modern oil filling machines often come with programmable logic controls (PLC) and automatic sensors, making them user-friendly and reliable.
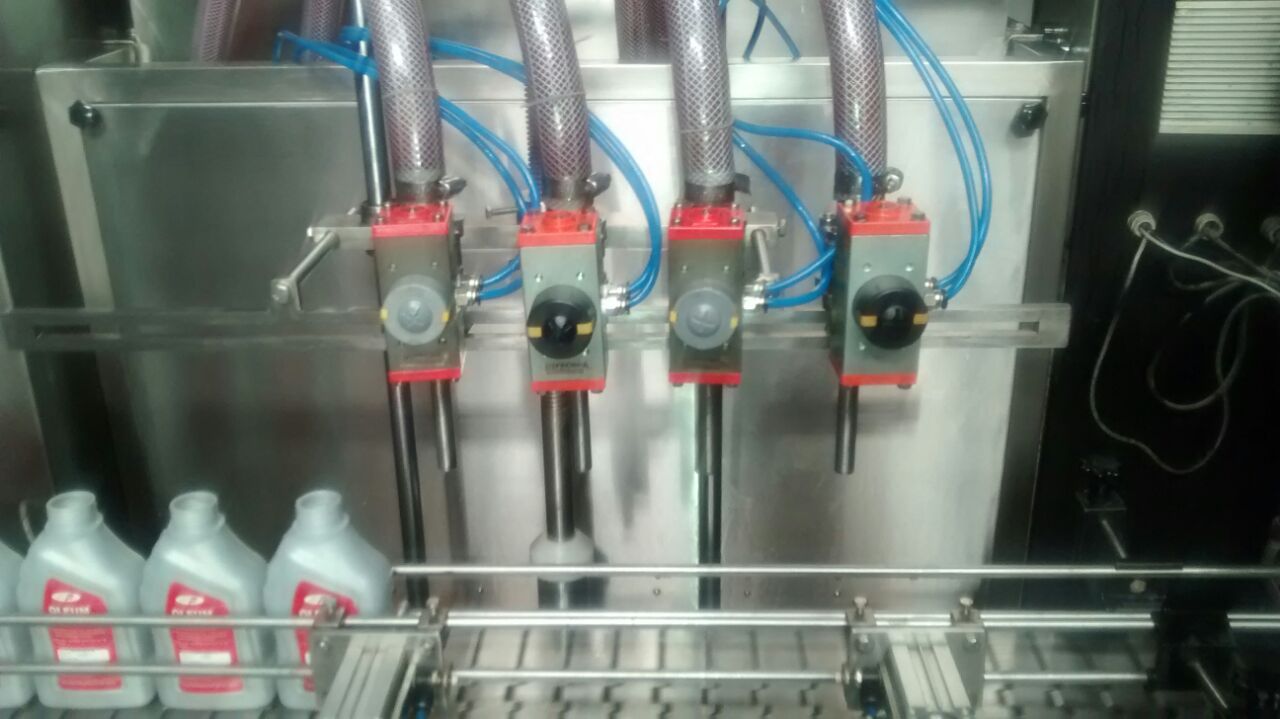
Another important category is bottle filling machines, which are highly versatile. They are used across a wide range of industries, including:
Food & Beverages: Filling juices, soft drinks, milk, and sauces.
Pharmaceuticals: Filling syrups, tonics, and liquid medicines in exact dosages.
Cosmetics: Filling perfumes, shampoos, lotions, and gels.
Chemicals: Filling cleaning solutions, acids, and solvents with safety features.
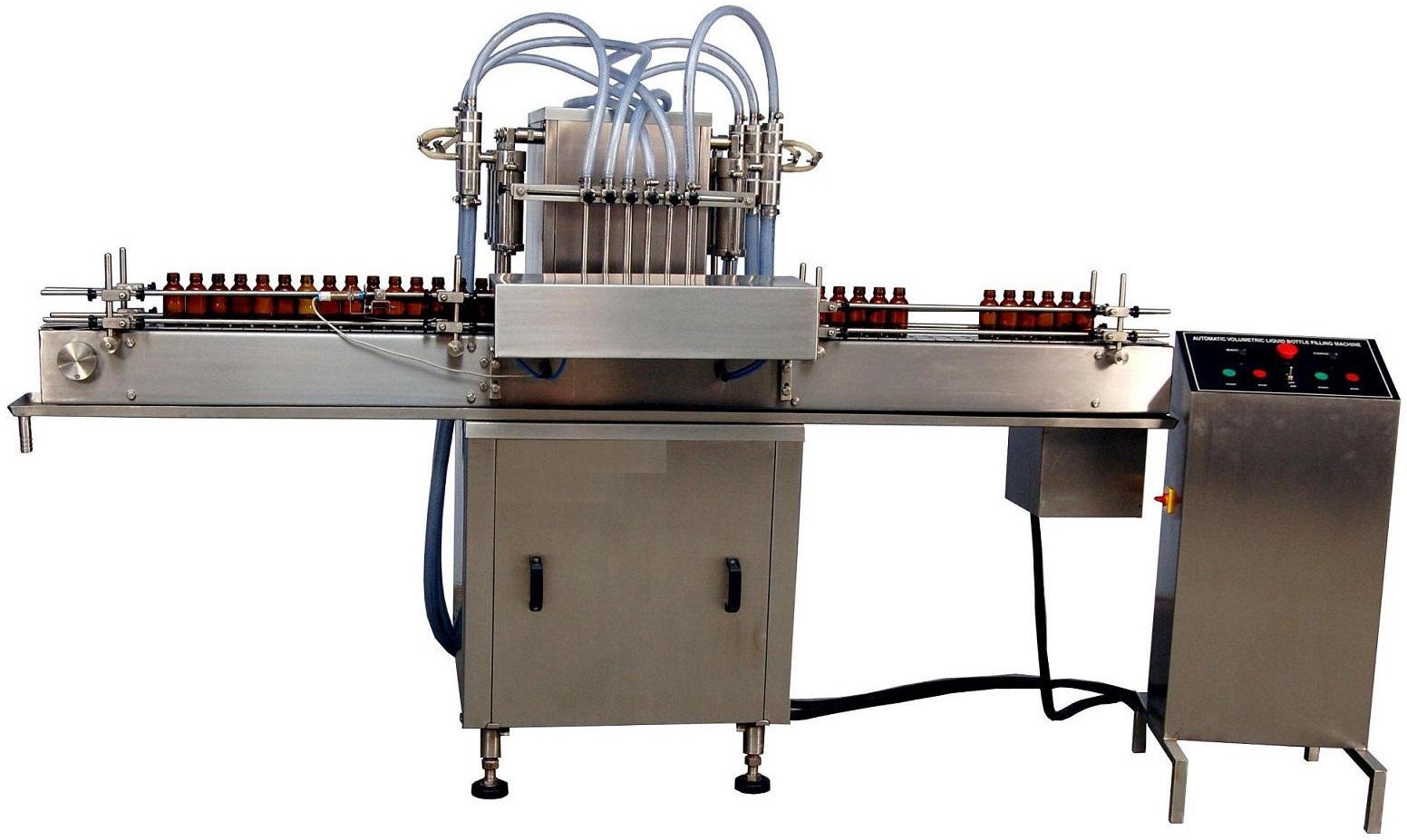
Bottle filling machines come in automatic, semi-automatic, and manual versions, depending on production requirements. Automated systems are widely preferred in large-scale industries due to their ability to fill thousands of bottles per hour with minimal human intervention.
While filling is at the heart of the process, the product journey does not end there. Packaging machines play a crucial role in completing the final look of the product. These include capping machines, labeling systems, shrink-wrapping machines, and sealing machines.
By integrating liquid filling machines with packaging machines, manufacturers can create a fully automated production line that delivers ready-to-market products in a fraction of the time. This integration improves efficiency, reduces labor costs, and ensures consistent quality across every package.
The demand for liquid filling machines continues to rise due to several reasons:
Accuracy: They ensure that every bottle or container gets the exact amount of liquid, eliminating product wastage.
Speed: Modern machines can fill thousands of units per hour, drastically increasing output.
Hygiene: Especially in food and pharma, they maintain strict hygiene standards.
Versatility: They handle different types of liquids and container shapes with ease.
Cost-Effectiveness: By reducing errors, wastage, and labor costs, they contribute to overall savings

Kashyap Engineering ©2024 | All Rights Reserved. Design and Developed by Dotcom Webs Pvt.Ltd